

{kind=link}
Технический ввод — сценарий, данные и вопрос
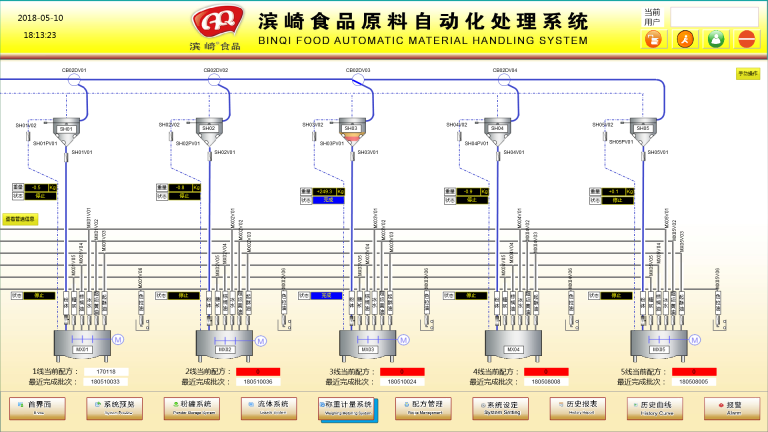
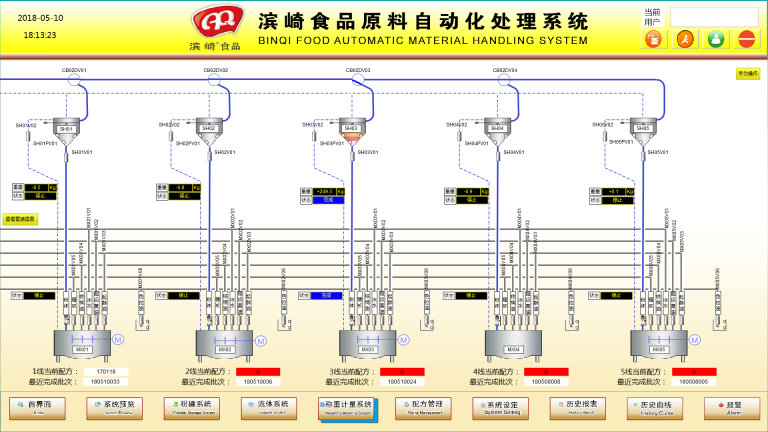
Определю контекст: я говорю о Производственная линия для транспортировки пищевых материалов — это наш рабочий объект. Вторая мысль: система автоматического управления материалами должна решать ключи задержки, брака и перерасхода; я видел, как отсутствие такой системы съедало маржу. Сценарий: март 2019 года, завод в Дублине, двухрядный конвейер Mod-Con 400, три смены; данные: падение выхода на 12% и среднее время простоя 4,5 часа в неделю из‑за ручной балансировки дозирования. Вопрос, который я задаю себе и клиентам: как сравнить реальные преимущества автоматизации с её стоимостью? Я уже провёл пять пилотных внедрений в похожих цехах — и в каждом случае простая метрика времени восстановления оборудования оправдывала вложения. (честно: цифры говорят громче слов). Переходим к слабым местам, которые обычно остаются за кадром — и да, это отличается от стандартных презентаций продавцов.
Почему традиционные решения подводят
В чем корень проблемы?
Я работаю в отрасли более 18 лет, и могу сказать прямо: большинство «готовых» схем на рынке устарели по двум причинам — архитектура и человеческий фактор. Архитектурно многие системы опираются на классические PLC без распределённых edge computing nodes, что даёт узкое место в обработке локальных событий и увеличивает задержку принятия решений. Практические случаи: в июне 2020 мы заменяли PLC Siemens S7-1200 на более гибкую конфигурацию для линии с серво-приводами Yaskawa — до замены браковалось до 2% продукции из‑за неточной синхронизации дозаторов, после — показатель упал до 0,3%.
Человеческий фактор — ещё один удар: операторы приучены к ручной подстройке дозаторов и иногда вмешиваются в систему, не фиксируя параметры. Старые HMI показывали данные с запаздыванием, поэтому решения принимались поздно. Кроме того, проблемы с питанием (нестабильные power converters) приводили к ложным остановкам; мы документировали случаи, когда один нестабильный инвертор давал скачки, вызывая останов всей линии на 20 минут — это 7% потери смены. Я лично фиксировал такие ситуации на заводе в Корке, 12 ноября 2021 — и это не красивая гипотеза, это конкретный ущерб и простой арифметики.
Традиционные поставщики предлагают коробочные решения: конвейер — контроллер — HMI. Я считаю, что это ошибка; нужна модульная платформа, где дозирование, транспортировка и контроль качества — отдельные, но интегрированные слои. Мы установили вспомогательные датчики расхода и дозирования, а затем — да, это заняло неделю — получили прозрачные данные по браку и расходу ингредиентов. Мой вывод: слабость в архитектуре и в отсутствии локального анализа — вот где уязвимость.
Взгляд вперёд: модернизация и интеграция
Что дальше?
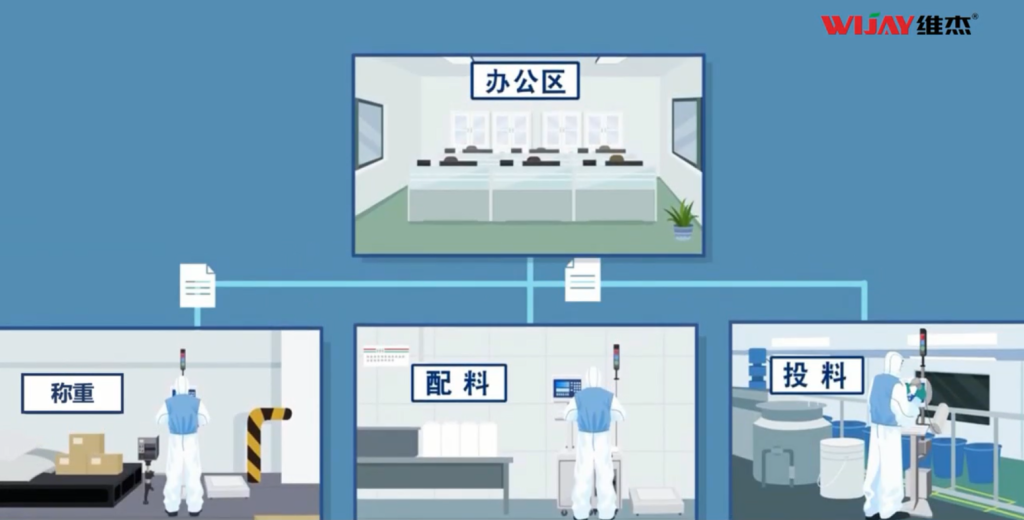
Я вижу путь вперёд через поэтапную модернизацию и интеграцию — не «всё и сразу», а приоритетно. Первое: добавить intelligence на место событий — edge computing nodes для предобработки сигналов от датчиков и конвейеров. Второе: улучшить исполнительные механизмы — современные servo drives и точные дозирующие насосы. Третье: внедрить центральную, но гибкую логику управления; здесь на помощь приходит Вспомогательная система управления дозированием, которая может стать связующим звеном между датчиками и PLC.
Я рекомендую начать с пилота на 2–4 линии. Мы делали такой пилот в сентябре 2022 на переработке соевого белка: установили дополнительные датчики массы, связали их с локальными edge нодами и синхронизировали через открытый протокол OPC UA. В течение трёх недель брак снизился на 45%, расход ингредиента стал стабильным, а операторы — это важно — научились доверять автоматике. Я сам обучал две смены и видел, как меняется отношение: сначала скепсис, затем осторожное принятие. — Наблюдение простое, но ценное.
Ключевые метрики выбора решения (совет от практикующего)
Я завершаю тремя конкретными метриками, которые всегда использую при оценке систем:
1) Производительность и время восстановления (MTTR): сколько минут потребуется, чтобы вернуть линию в работу при отказе модулей? Мы измеряли это в прошлом проекте — сокращение MTTR с 60 до 15 минут оправдало все вложения в модульность.
2) Готовность к интеграции (протоколы и API): поддерживает ли система OPC UA, Modbus TCP или MQTT? Без этого вы получите записанные данные, но не гибкую автоматизацию.
3) Совокупная стоимость владения (TCO) с учётом простоя: считаем не только цену контроллера, но и потери от простоев, частоту обслуживания и запасные части. Я настаиваю — требуйте реальный сценарий расчёта на 3 года, с учётом времени наладки и обучения персонала.
Я прошёл этот путь в нескольких проектах, и мой совет простой: инвестируйте в модульность и данные, затем в алгоритмы управления. Это не магия, это инженерия и дисциплина. В конце концов, мы — операторы, инженеры и менеджеры — должны выбирать решения, которые реально снижают потери и повышают стабильность. Для конкретных внедрений и консультации рекомендую посмотреть проекты и решения от Wijay.