

Introduction — a quick scene, one stat, a question
Ever watch a pair of spindles race and wonder which one will outsmart the other? I was standing by a bench last month as two operators switched jobs and the shop hum changed — that small moment sums up a lot. A double spindle CNC machine sits at the heart of many mid-size shops (it’s where throughput meets precision), and recent surveys show dual-spindle setups can boost takt time by up to 40% on mid-run batches. So: if the numbers look good, why do so many teams still wrestle with setup delays and scrap rates? This piece walks through that gap — and points to practical fixes ahead.

Traditional solution flaws: why reliable setups still falter
Why do old methods keep failing?
double spindle cnc lathe systems promised faster cycles, but I’ve seen the promise stall in real shops. Old workflows assume perfect spindle synchronization and flawless tool turret indexing every run. Reality? Tool wear, miscalibrated Y-axis servo offsets, and inconsistent bar feeder feeds add tiny variances that compound. Those small gaps lead to more scrap, more touches, and more late nights. I don’t mean to sound grim — but if you ignore these failure modes, costs creep up fast. Look, it’s simpler than you think: fix the small bits first.
Technically, many teams still rely on manual offsets and spreadsheet checklists. That approach breaks down when you scale or switch parts. I’ve measured cycle time drift in setups where the CNC controller held legacy macros; the macros worked until they didn’t. The fix is not just better training; it’s a shift to measurable controls — automated spindle synchronization, routine live tooling checks, and consistent calibration logs. These changes cut error chains, improve first-pass yield, and make scheduling realistic. — funny how that works, right?
New technology principles and a forward look
What’s next for shop floor gains?
I’m excited about a few practical principles that change the game for double spindle setups. First, closed-loop feedback for spindle synchronization keeps both spindles matched in real time. Second, modular tool turrets and smarter bar feeders reduce setup variance. Finally, lightweight edge computing nodes near machines let you run local diagnostics without a network lag. Together, these ideas push a workshop from reactive fixes to proactive control. When I explain this to teams, they relax — because these are achievable steps, not moonshots.
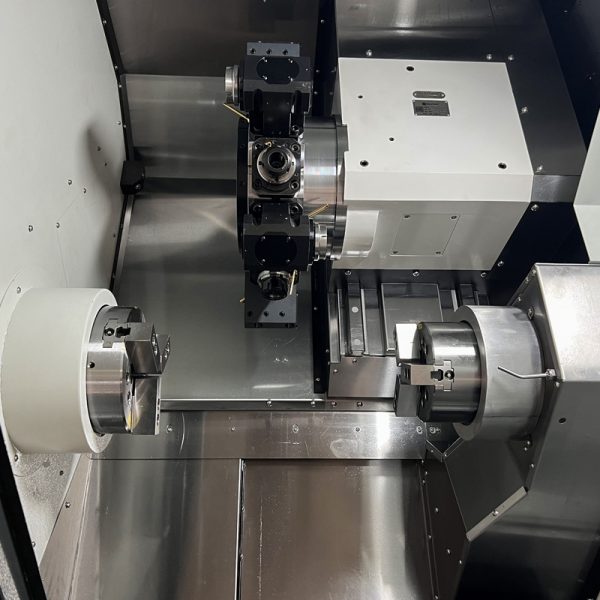
For a concrete link to practice: modern systems like the double spindle cnc turning machine bundle Y-axis servo refinement with updated CNC controller logic and improved live tooling options. That combo matters. If you’re evaluating upgrades, ask these three simple metrics: setup-to-production time (how fast from fixturing to first good part), sustained first-pass yield (percentage of parts meeting spec without rework), and diagnostics latency (how quickly the system reports a fault). Those numbers tell you more than glossy brochures. I’ll be candid: adoption takes a bit of discipline, but the payoff is steady output and calmer shifts — and that’s worth the effort. Leichman