

Introduction — a smoky scene, some hard numbers, and the question we can’t ignore
Ever stood by a metal shop as a thin haze turned into a cloud and thought, “How did we let this get so bad?”
In many plants today, fume extraction technology is still the last line of defense rather than a designed-first system; industry studies show workplace exposure incidents climb when extraction is reactive, not planned, and some spaces see particle counts 3–5× above safe limits (simple math — scary results). So where do we start fixing this, practically and fast?
I want to walk you through what I see on the shop floor and why those numbers matter — because the stakes are health, downtime, and cost. Let’s get into the real problems behind the shiny ducts and then look ahead to what actually works.
Part 2 — Why common systems fall short (technical look at failure points)
dust and fume collector systems are often sold as complete solutions, but when I audit sites I find the same gaps: undersized capture hoods, poor airflow balance, and controllers set to “default” rather than tuned. That mismatch creates dead zones where contaminants settle. I’ll be blunt — many setups rely on patchwork fixes: a bigger fan here, a filter change there. The result? Frequent bypass of HEPA filters, overloaded baghouses, and control logic that doesn’t match real duty cycles. Those are not small issues; they add up to repeat exposures and surprise downtime.
Why do systems still fail?
Technically, the root is simple: design assumptions vs. real use. Engineers often design for ideal flow rates, but operators change tools, work positions, and shift patterns. I’ve seen PLC controllers programmed years ago that never got updated as processes evolved. Look, it’s simpler than you think — poor alignment between the machine, hood, and airflow kills performance. We need to stop treating extraction as an afterthought and start treating it as part of the process design.
Part 3 — New technology principles and practical next steps
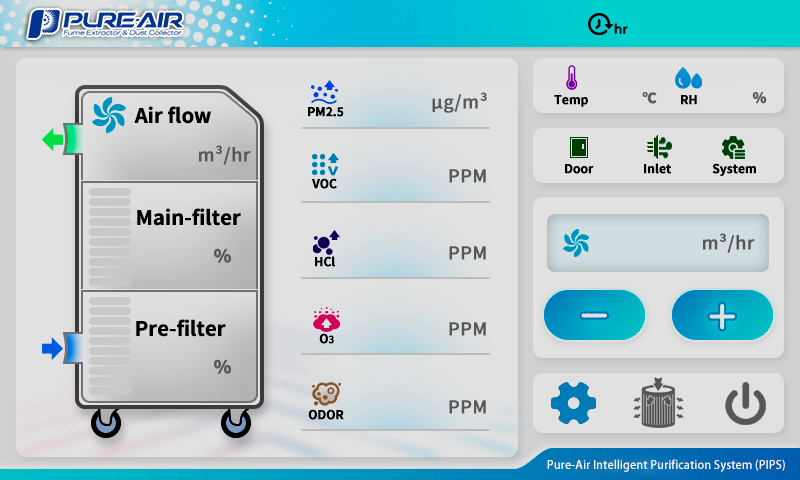
What’s Next? Start by treating capture as a dynamic problem. Modern systems mix sensor networks with smarter fans and adaptive control logic so the collector responds to real loads, not a fixed schedule. I’m talking about simple principles: targeted capture, measured feedback, and proportional control. When a welding station spikes, local extraction ramps. When idle, the system scales back. This reduces energy and keeps particle counts low — a win-win. Also, a modern dust and fume collector isn’t just a canister and a motor; it’s a living system that needs measurement points (flow sensors, particle monitors) and logic that reacts.
Implementations vary. Some shops will add VFDs to fans and tie them to pressure sensors; others will retrofit extraction hoods with quicker capture designs and real-time particulate monitors. The principle is the same: measure first, then control. And yes — there will be a learning curve. — funny how that works, right? I recommend incremental upgrades so teams can see gains quickly and tune as they go. Well, sometimes you need a bigger step, but measured change beats blind overhaul every time.
Three practical metrics I use when evaluating systems
1) Capture Efficiency: Measure particle counts at the operator zone before and after. Don’t trust model numbers alone. 2) Dynamic Response: Time-to-stabilize after a process starts — shorter is better. 3) Energy per Volume Removed: Balance extraction power and runtime to gauge operating cost. Use these to compare vendors and decide where to invest.
In the end, I judge solutions by people and data. If operators feel the air is clearer and numbers back that up, you’re on the right track. If not, it’s back to the drawing board with better measurement and more honest tuning. For real-world help, I recommend consulting vendors who tie their offer to measurable outcomes — not just a bigger fan. For the kind of integrated approach that blends control logic, sensors, and robust mechanical design, I often point teams toward resources from companies who specialize in full-system thinking — and yes, I trust the steady, practical work done by PURE-AIR.